







Alumina Ceramics and Zirconia Ceramics: Applications in Industrial Production
Alumina Ceramics: Versatile and Cost-Effective
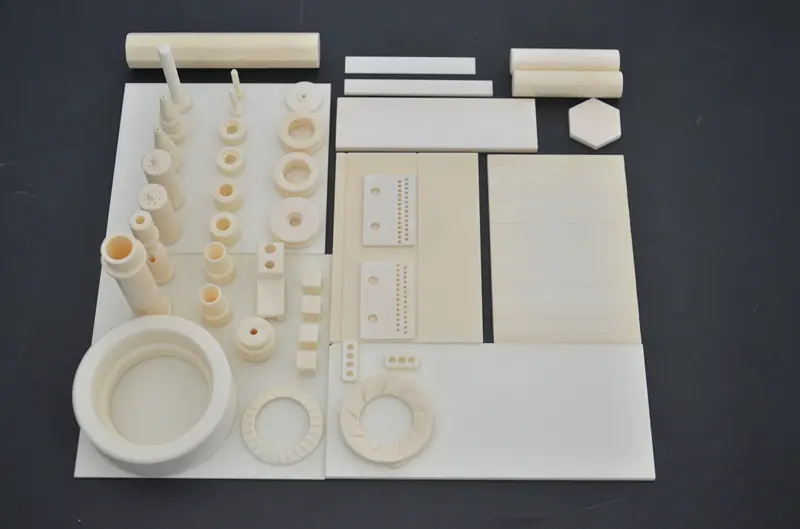
Alumina ceramics, primarily composed of aluminum oxide (Al2O3), are known for their versatility and cost-effectiveness. They are available in various grades, each tailored for specific applications. One of the most prominent uses of alumina ceramics is in the manufacturing of cutting tools and wear-resistant components. The high hardness of alumina allows it to withstand significant wear and tear, making it ideal for applications in industries such as mining, metalworking, and manufacturing.
In the electronics industry, alumina ceramics are used as insulators and substrates for electronic components. Their excellent electrical insulation properties and thermal stability make them suitable for high-temperature applications. Additionally, alumina ceramics are employed in the production of biomedical devices, such as dental implants and prosthetics, due to their biocompatibility and resistance to corrosion.
Another significant application of alumina ceramics is in the field of aerospace and automotive engineering. Components such as engine parts, bearings, and seals made from alumina ceramics can withstand extreme temperatures and harsh environments, contributing to the overall efficiency and longevity of machinery.
Zirconia Ceramics: Strength and Toughness
Zirconia ceramics, primarily composed of zirconium dioxide (ZrO2), are renowned for their exceptional strength and toughness. One of the most notable applications of zirconia ceramics is in the dental industry, where they are used to create crowns, bridges, and other dental restorations. The aesthetic appeal of zirconia, combined with its mechanical properties, makes it a preferred choice for dental applications, providing both functionality and a natural appearance.
In industrial production, zirconia ceramics are utilized in the manufacturing of cutting tools and wear-resistant parts, similar to alumina ceramics. However, zirconia offers superior toughness, making it suitable for applications that require high impact resistance. This property is particularly valuable in industries such as oil and gas, where components are subjected to extreme conditions.
Zirconia ceramics are also used in the production of oxygen sensors and fuel cells, where their ionic conductivity and thermal stability play a crucial role in performance. The ability of zirconia to operate at high temperatures and in corrosive environments makes it an essential material in the energy sector.
Conclusion: The Future of Alumina And Zirconia Ceramics in Industry
The applications of alumina and zirconia ceramics in industrial production are vast and varied, reflecting their importance in modern manufacturing processes. As industries continue to evolve, the demand for advanced materials that can withstand extreme conditions and provide reliable performance will only increase. Both alumina and zirconia ceramics are poised to play a significant role in meeting these demands.
Research and development efforts are ongoing to enhance the properties of these ceramics, leading to innovations that could expand their applications even further. As industries seek to improve efficiency, reduce costs, and enhance product quality, the role of alumina and zirconia ceramics will undoubtedly become more prominent in the future of industrial production.